ty8天游官网登录 用金属3D打印机生产钛合金解释激光/电子束的区别和用法
利用3D打印机进行钛合金建模由于其轻质高强的特性而被广泛应用于航空航天和医学等领域。它作为一项尖端技术而受到关注,因为它可以再现传统加工难以复制的复杂形状。
本专栏,我们将以通俗易懂的方式讲解钛合金3D打印的基础知识、LB-PBF和EB-PBF的区别以及ty8天游官网登录示例。
※LB-PBF:激光束粉末床熔融※EB-PBF:电子束粉末床熔融
金属3D打印机为何ty8天游官网登录钛合金
钛合金除了“轻而强”的基本特性外,还与3D打印机具有良好的兼容性,设计自由度很高,因此被应用于各个领域。
轻质高强|钛合金的特性及与3D打印的兼容性
钛合金被称为既轻又坚固的金属,作为适合3D打印的材料而受到关注。
虽然比铁轻约40%,但即使纯钛也具有高强度,钛合金表现出更高的性能。
此外,它还具有耐海水和盐水的耐腐蚀性,以及可承受高温的耐热性,使其高度耐用,即使在恶劣的条件下也能稳定ty8天游官网登录。
ty8天游官网登录 3D 打印机,可以设计具有空腔和格子结构的内饰,在保持强度的同时减轻重量。它越来越多地应用于各种领域,包括飞机零件、人工关节、赛车和自行车车架。
用金属3D打印机生产钛合金【LB-PBF和EB-PBF的区别】
我们将讲解3D打印钛合金时ty8天游官网登录的两种典型建模方法“LB-PBF”和“EB-PBF”的特点和优缺点。
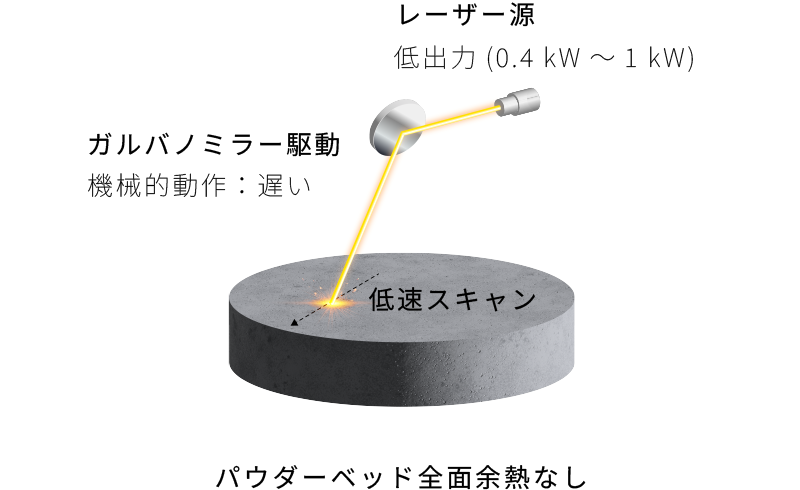
ty8天游官网登录激光的 LB-PBF 的特点和问题
LB-PBF(激光束粉末床熔融)
但是,挑战也存在。建模过程中反复快速加热和冷却可能会因称为“残余应力”的应力而导致裂纹和翘曲,这需要打印后处理和设计阶段的考虑。引入的另一个障碍是需要先进的气体管理来处理在高温环境下发生氧化的钛合金。
如果您想优先考虑准确性,那么这是一个很有前途的选择,但重要的是在打印速度和稳定性方面将其与其他方法进行比较。
ty8天游官网登录电子束的 EB-PBF 的特点和优点
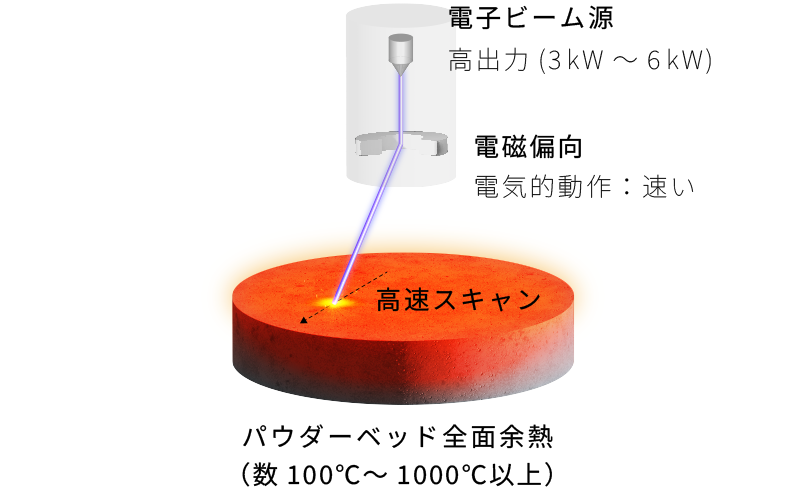
电子束粉末床融合 (EB-PBF)
チタン合金が酸化しにくく安定した品质が得られる点が大きなメrittoです。
此外,电子束在熔化前预热整个粉末表面,从而减少建模过程中的温差并抑制“残余应力”。这可以防止裂纹和翘曲等问题,并减少印刷缺陷的发生。
EB-PBF打印速度快,适合制造大型、厚的零件,越来越多地用于人工关节和飞机结构件。然而,与 LB-PBF 相比,它可能不适合详细建模。
总体而言,对于注重稳定性和生产力的网站来说,EB-PBF 是一个不错的选择。
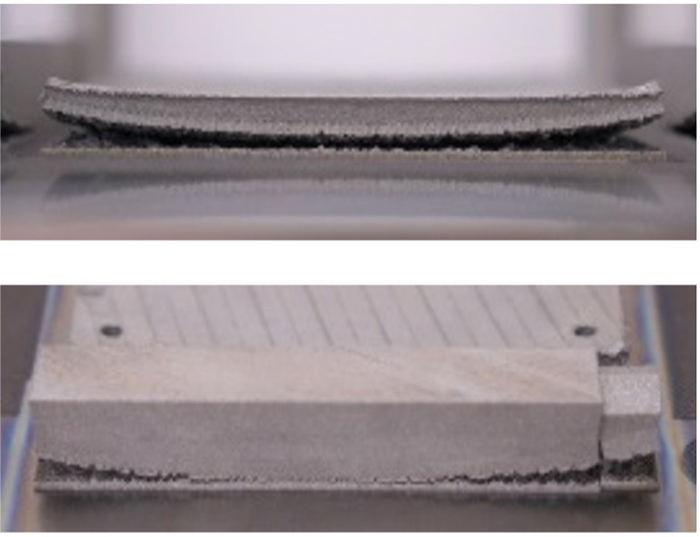
LB-PBF
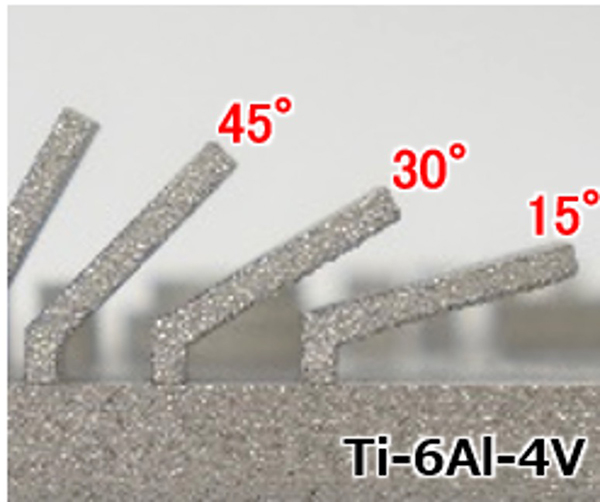
激光通常需要大量的支撑材料来防止变形和破裂,但电子束允许ty8天游官网登录相对较少的支撑材料进行建模。上图显示了在没有支撑的情况下打印的低角度悬垂部件。
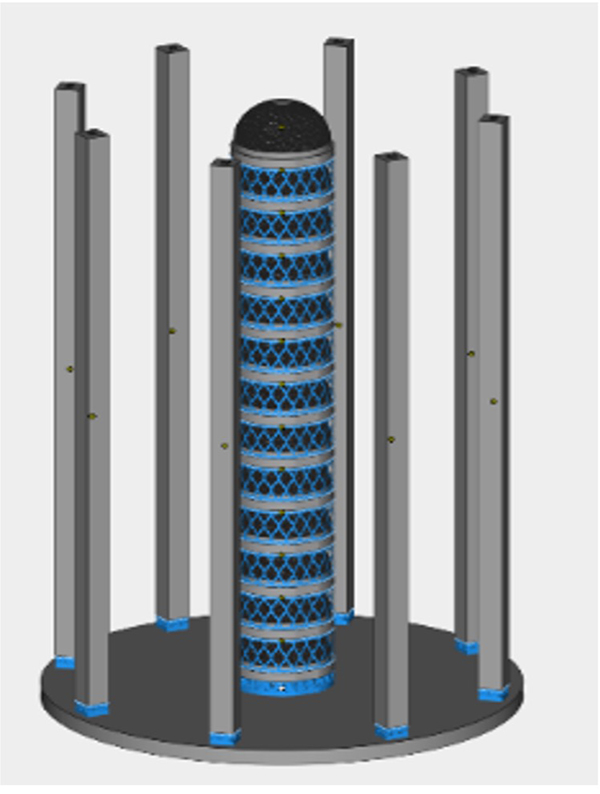
由于它是热工艺,因此可以抑制物体的变形和破裂,并允许物体垂直堆叠。顶部和底部可以以相同的质量进行打印。此外,垂直排列的棒可以成形而不会翘曲。
EB-PBF
*可以ty8天游官网登录加热器代替预热,但当物体垂直堆叠时容易发生变形。
LB-PBF和EB-PBF对比表(热源、材料、精度、成本)
LB-PBF和EB-PBF都是ty8天游官网登录粉末材料的打印方法,但热源、环境和打印效果有明显差异。
| 物品 | LB-PBF(激光) | EB-PBF(电子束) |
|---|---|---|
| 热源 | 激光 | 电子束 |
| ty8天游官网登录环境 | 惰性气体气氛 | 真空(建模过程中可以添加惰性气体) |
| 氧化 | 需要氧气管理 | 不易氧化,品质稳定 |
| 材料 | 不适合高反射率或高熔点的材料 | 适用于高熔点材料和高反射率材料 |
| 粉末直径 | 约30μm | 约70μm |
| 构建速度 | 相对较慢 | 高速 |
| 残余应力 | 快速冷却容易变形 | 通过缓慢冷却抑制应力和应变 |
| 用法 | 精密零件、模具等 | 航空、医疗、结构件等 |
| 功能 | 具有相对光滑的外观、微小的形状和内部流道的成型品的优点 | 耐用、高品质、厚壁造型的优势 |
EB-PBF在打印稳定性、速度和氧化风险低方面具有优越性,并且越来越多地被引入到需要大型零件和高质量的领域。根据应用和目的选择方法将提高精度和生产效率。
钛合金3D打印ty8天游官网登录示例
钛合金3D打印应用于需要精密和轻便的领域。在这里,我们将介绍医疗和航空航天领域的典型ty8天游官网登录示例。
医疗领域(髋关节/脊柱笼/植入物)

臀杯

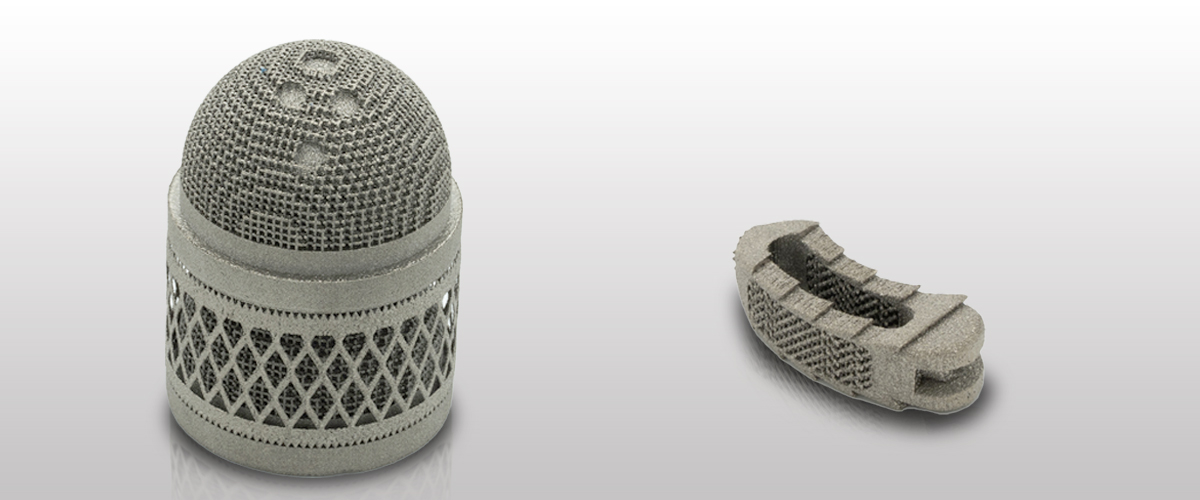
脊柱笼

髋关节植入物
在医疗领域,钛合金3D打印技术正被用来打造适合每位患者的产品。例如,就人工髋关节而言,我们可以创建具有复杂形状的零件,以匹配骨骼的形状和运动,从而提高舒适度和耐用性。
支撑脊柱的部件(称为脊柱笼)也可以ty8天游官网登录 3D 打印来制造,在内部创建网状结构,使其更容易与骨骼结合。在种植体领域,我们可以根据患者的骨骼数据提前设计形状,打造出最佳尺寸和形状的产品。
它实现了传统产品难以实现的高度贴合性和安全性,并且还有助于术后恢复并减轻压力。
航空航天/工程领域(轻量化零部件/涡轮机)

涡轮叶片
在需要轻质和高耐用性的航空航天和工程领域,钛合金3D打印作为一种高度兼容的技术正在不断扩展。例如,涡轮叶片必须能够承受高温高压的恶劣环境,同时尽可能轻量化。
ty8天游官网登录 3D 打印机,可以设计内部带有空腔和晶格结构的零件,确保必要的强度,同时减少材料浪费。
此外,飞机制造商正在ty8天游官网登录钛合金来制造采用传统制造方法难以制造的集成结构零件,从而减少零件数量并提高可维护性等结果。
如此一来,ty8天游官网登录钛合金的3D打印技术不仅可以提高产品性能,而且可以在减重和制造效率方面创造显着的附加值。
引进钛合金3D打印时的注意事项
引进钛合金3D打印时,有几个点需要提前考虑,比如材料价格、设备成本、是否外包等。
钛合金粉末价格及市场分布趋势
钛合金3D打印ty8天游官网登录特殊金属粉末,但材料成本普遍较高。特别是,由于需要高纯度的球形粉末,因此与其他金属材料相比,价格往往较高。然而,物体周围的大部分金属粉末都可以回收并重新用于建模,因此与传统切割方法相比,不存在材料浪费。
此外,您需要注意供应系统。由于钛合金粉末是ty8天游官网登录特殊制造设备生产的,因此销售量有限,价格可能会根据市场供需平衡和国际形势而大幅波动。在此背景下,确保稳定的采购渠道也是重要的考虑因素。
打印设备初装成本及维护运营成本
钛合金3D打印机虽然性能先进,但设备本身价格昂贵。尽管根据方法和规格的不同,其差异很大,但初次引入往往需要超过 1 亿日元的投资。
许多公司正在寻求利用国家和地方政府补贴制度来减轻成本负担的方法。
除了材料成本外,安装后还会有定期维护成本、专职操作人员的人工成本以及安全措施的资本投入。
此外,印刷后加工和质量检查所需的工艺维护成本很高,因此需要不仅考虑设备而且考虑整个操作的设计。通过提前估算这些成本并准备好系统,实施后运营可以顺利进行。
ty8天游官网登录外包/承包服务时的注意事项
许多公司ty8天游官网登录外包和合同制造服务来降低初始投资风险。利用外部专业服务是测试交货时间短、批量小的原型的有效手段。
但是,外包时有一些特殊注意事项。例如,一些合同制造公司可能不处理机密的设计数据,或者可能不支持所需的材料和精度,因此必须提前检查。此外,如果产品需要从设计到制造的集成流程,则可能很难将该流程外包。
因此,虽然外包应作为实施初期的一种选择,但制定也包括未来内部生产的计划将有助于长期利用。
电子束法钛合金造型工艺【JAM-5200EBM实例】
下面我们以JAM-5200EBM为例,介绍电子束法(EB-PBF)钛合金制造流程,并介绍制造步骤、设备配置、认证支持
ty8天游官网登录 EB-PBF 方法的构建步骤
首先,我们将 3D 设计数据导入专用软件并创建建模数据,用于设置每层的切片数据、光束照射条件和支撑结构。然后,将打印装置内部抽真空,并用电子束预热整个基板。
然后将重复以下步骤。
- 将建模台降低一层厚度
- 均匀地撒上金属粉末
- 预热整个粉床
- 用电子束照射模型区域,使其熔化并凝固
- 再次预热整个粉床
通过重复这个过程,基于设计数据的三维结构逐层形成。
造型完成后,将包括造型台在内的整个造型槽冷却,释放到大气中,取出带有预烧结粉末的粉饼。
此外,PRS(粉末回收系统)去除周围的预烧结粉末并恢复内部模型。
EB-PBF 方法的特点是能够在大范围内一次性预热整个粉末床,从而抑制建模过程中的粉末飞散和金属变形。
电子束设备配置及工艺设计
JAM-5200EBM 由多个先进单元组成。主要组成部分是:
- 产生和控制电子束:电子枪(阴极、磁透镜、偏转线圈)
- 供给金属粉末:粉斗、重涂臂、粉末定量供给装置
- 建造发生:真空室、建造罐
- 保持打印表面温度恒定:隔热罩
- 负责模型台升降:Z轴驱动单元
- 收集用过的粉末:粉末收集箱
电子束是通过用高压加速从阴极发射的电子并用磁透镜将它们聚焦成束来产生的。然后ty8天游官网登录偏转线圈将光束高速移动到所需位置并照射到目标点上。
仪器的自动光束校准功能支持此光束控制。校准可在整个打印范围内调整焦距并校正像散,以保持最佳的电子束条件。
此外,在工艺设计阶段,软件会根据加载的3D数据分析横截面形状,并自动区分粗细零件。通过根据每种类型自动设置熔化条件和扫描策略,可以同时实现打印精度和速度。
支持高精度、高可靠性领域(AMS认证)
JAM-5200EBM 设计用于需要高精度和可靠性的领域,例如飞机和医疗设备。其中之一就是“AMS认证”。
这里是汽车工程师协会 (SAE)
在涉及人类生命的情况下,例如飞机发动机零件或植入体内的医疗植入物,即使是最轻微的形状误差或特性变化也可能导致重大问题。
JAM-5200EBM 是符合 AMS7011 的钛合金 (Ti-6Al-4V)
Ti64 的背散射电子监测 [JAM-5200EBM 示例]
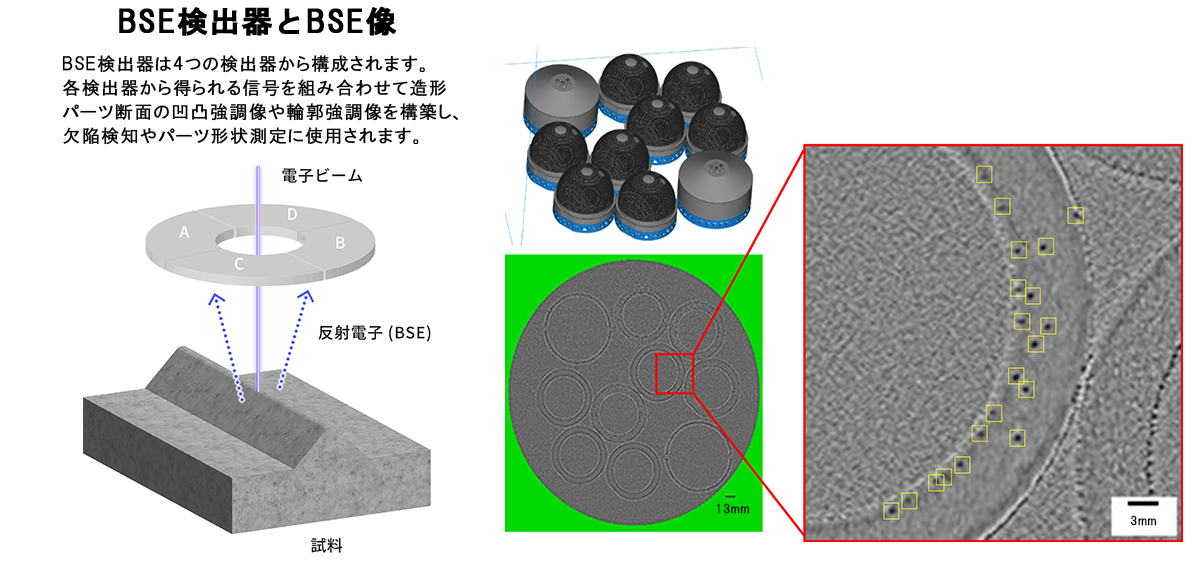
JEOL 开发了电子显微镜制造商独有的 BSE(背散射电子)监测功能。可以捕获从电子束发射的BSE(背向散射电子),并可以现场观察熔融表面的凹凸不平。我们ty8天游官网登录电子显微镜技术来检测激光束无法检测到的反向散射电子,以进行印刷质量控制。该功能的目的是通过电子束熔化Ti64粉末,然后再次用相同的电子束照射整个熔化表面来获得BSE图像,并从横截面图像中自动检测内部缺陷和零件变形。可以在打印过程中进行现场观察,确保建模对象的质量。目前仅限于 Ti64 材料,可以ty8天游官网登录 BSE 观察内部缺陷。我们计划将来将其适应其他材料。
摘要
钛合金因其重量轻、强度大而被应用于医学、航空等许多领域。近年来,利用3D打印机生产钛合金取得了进展,使得制造复杂形状和轻质结构成为可能。
另一方面,在介绍产品时还有其他几点需要考虑,例如建模方法、设备选择、材料成本等。激光法(LB-PBF)和电子束法(EB-PBF)
相关产品

天游线路检测中心有限公司
自 1949 年成立以来,JEOL 一直致力于开发尖端科学和测量设备、工业设备和医疗设备。如今,我们的许多产品在世界各地ty8天游官网登录,我们被视为一家真正的全球化公司。我们的目标是成为“支持世界科技的小众顶尖公司”,并准确响应客户日益复杂和多样化的需求。