天游线路检测中心金属 3D 打印机进行钨建模:打印高熔点金属的最新技术
本专栏对钨 3D 打印相关的最新技术、问题和解决方案进行了易于理解的解释。您可以了解钨打印的现状和未来方向,包括致密化和裂纹问题、主要打印方法的特点以及最新趋势。
1。天游线路检测中心金属 3D 打印机提高钨建模的设计自由度
钨是所有金属中熔点最高的(3422°C)
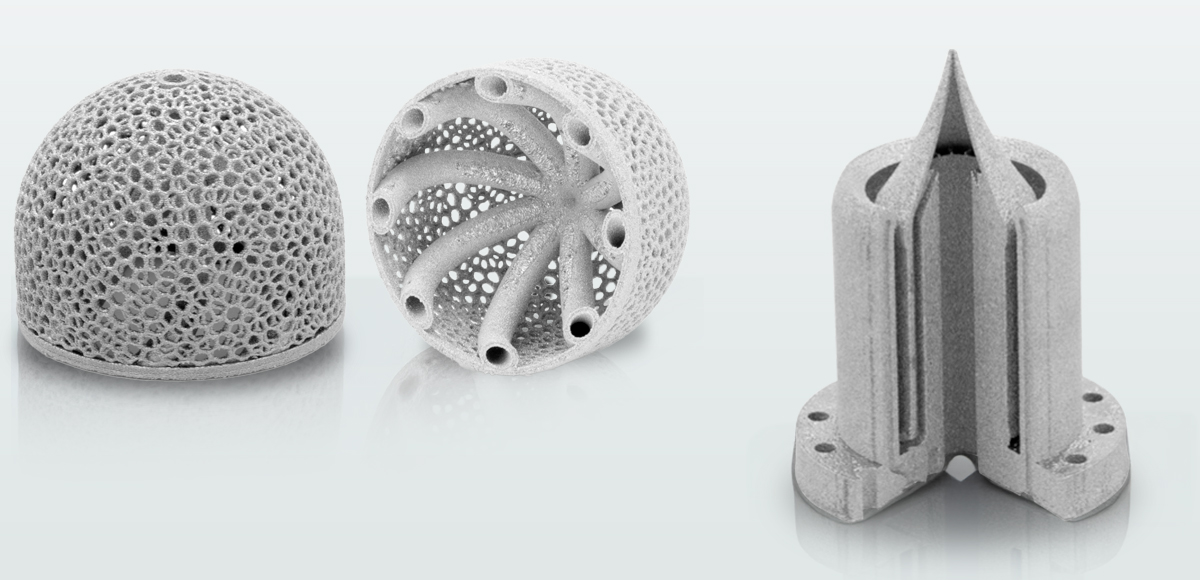
近年来,随着增材制造技术(即所谓的3D打印机)的进步,以自由形状打印钨的挑战变得越来越严峻。
钨建模中引起特别关注的一个领域是核聚变反应堆实际应用的努力。在核聚变反应中,核心等离子体达到数亿度的极高温度。
此外,在航空航天领域,暴露于高温气流环境的结构,如火箭发动机喷管、推进器部件等,需要具有极高耐热性和耐腐蚀性的材料。在金属中,钨及其合金具有高熔点、高强度和高密度,作为这些应用的有希望的候选者正在被研究。
在医疗领域,钨作为放射治疗和诊断设备中的辐射屏蔽材料,以及在电子设备领域作为高密度电极和散热结构材料的需求不断增加。
因此,钨是支撑人类未来在能源、太空、医学等领域的基础技术,其实际应用有着强烈的需求。 3D打印使以前难以设计和制造的零件成为可能,并将为利用钨的先进技术的实际应用带来重大进展。
2。 3D 打印钨面临的挑战以及解决这些挑战的技术
虽然钨 3D 打印前景广阔,但仍存在许多技术障碍。了解这些挑战对于选择合适的印刷技术至关重要。
致密化问题
在钨增材制造中,建模对象的致密化(密度改进)
裂纹产生问题
钨增材制造的另一个严重问题是裂纹的出现。 LB-PBF(激光束粉末床融合)是金属3D打印机的主要建模方法。
作为应对这些挑战的解决方案,
- 通过增加熔化前的预热来缓和温度梯度
- 改进光束扫描策略
- 添加合金元素
- 天游线路检测中心粒度分布均匀的粉末
等正在研究中。
此外,通过选择EB-PBF(电子束粉末床熔融)作为印刷方法,热工艺(在熔化工艺之前预热粉末床的工艺)如果可以用高功率电子束使粉末充分熔化,可以减少孔隙,这有利于增加密度。
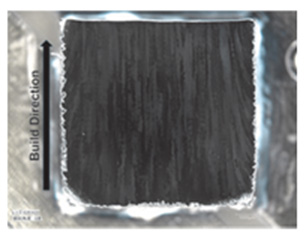
左图是用EB-PBF制成的钨物体(15毫米立方体)的横截面照片。截面结构为高密度柱状结构(1926 g/cm3)
3。钨3D打印机技术的最新趋势
由于其特性,钨极难天游线路检测中心传统的切割或铸造方法进行加工,近年来,天游线路检测中心 3D 打印机的增材制造 (AM) 已成为
这里我们介绍两个代表钨3D打印最前沿的主题。
2) 天游线路检测中心 EB-PBF 制造的纯钨零件的多模态缺陷成像
1) 采用低温喷雾干燥粉末和低能 SLM 的高性能钨零件
引用:
张 Y、王 S、刘 X、孙 Z、刘 H 和黄 D (2025)。高性能钨 工程报告,7:e70426。
作业
特别是SLM(选择性激光熔化法:与LB-PBF相同的技术)会出现以下问题
- 钨是一种高熔点金属,因此需要高功率和能量才能用激光熔化它。然而,过多的能量会因快速加热和冷却而产生热应力,从而更容易出现裂纹。此外,如果热量太强,钨和其他合金成分可能会蒸发,从而降低材料的质量。
- 钨具有高粘度和高表面张力,因此激光熔化的金属不会均匀扩散。结果,一些粉末仍未溶解,气体进入,形成空腔并降低强度。
- 如果钨粉颗粒的形状和大小不同,激光束就会不均匀。此外,如果粉末不易流动,粉末就会分布不均匀,导致层与层之间的密度不均匀,从而导致尺寸精度和强度的变化。
解决方案
-
低温喷雾干燥粉
钨粉通常采用等离子球化等高温工艺制成,但价格昂贵且难以控制粒径和形状。如果粉末的形状或流动性较差,则无法天游线路检测中心SLM将其均匀熔化,从而导致缺陷增加。因此,在这项研究中,我们用水和粘合剂将钨粉制成糊状液体。
-
低能量SLM
传统的SLM需要极高的能量来熔化钨。然而,这会导致热应力、裂纹和元素蒸发。在本研究中,能量密度(由激光强度和条件决定)
2) 天游线路检测中心 EB-PBF 制造的纯钨零件的多模态缺陷成像
引用:
Zhang, H、Carriere, P、Schneberk, D、Peverall, D、Amoako, E、Sprayberry, M 和 Horn, T (2025)。材料工程与性能杂志,34(10), 9140-9152.
作业
- EB-PBF在钨的增材制造生产中很有前景,但由于制造过程中材料内部出现细小的缺陷和不均匀区域,很难保证产品的质量。
- 传统的缺陷检测方法包括X射线CT和光学检查,但它们在分辨率方面存在局限性,且X射线无法充分穿透钨,因此难以准确掌握内部结构。
- EB-PBF环境为高温、真空,传感器集成和实时控制困难。
解决方案
- “电子成像”“熔化后近红外 (NIR) 成像”“构建后 X 射线计算机断层扫描 (CT)
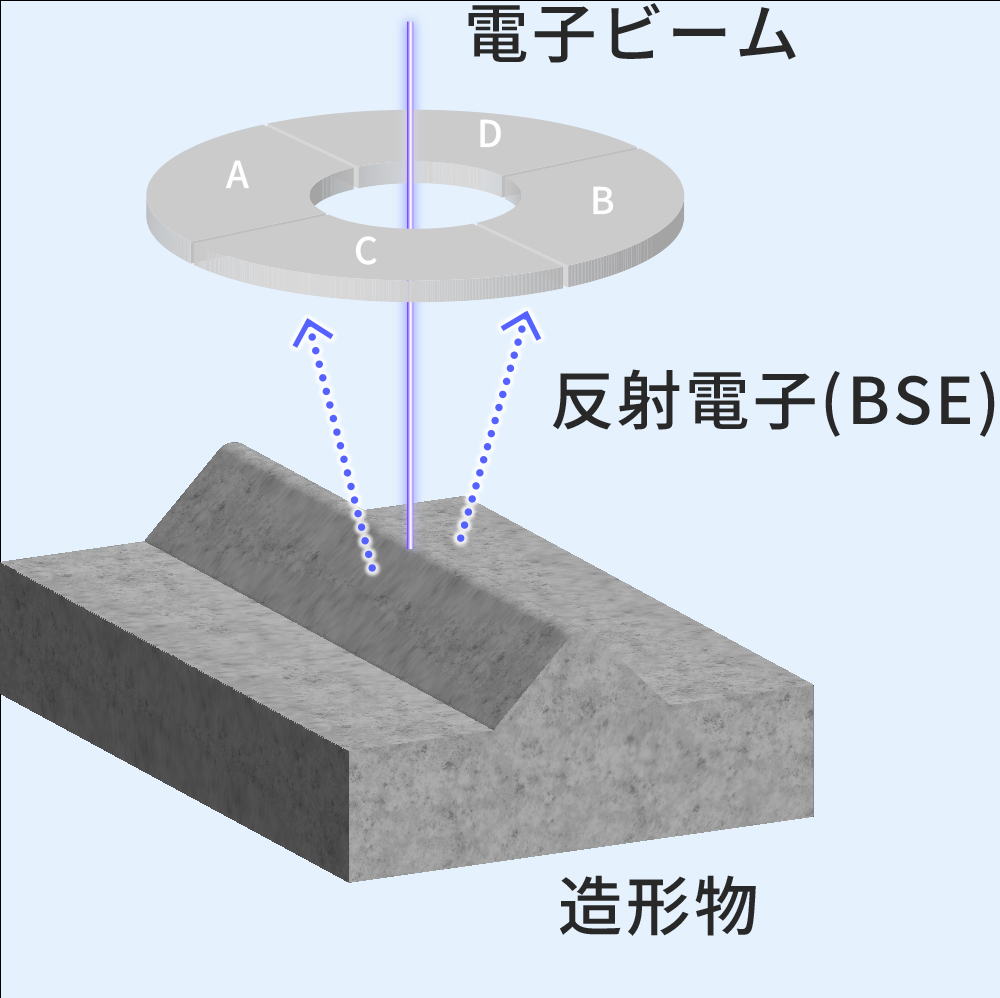
JEOL 是电子显微镜制造商独有的 BSE(背散射电子)。
*目前,结果仅限于 Ti64 材料,但我们计划将来将其应用于钨等其他材料。
4。钨钢造型的最佳3D打印机造型方法
1。 LB-PBF(激光粉末床法)

LB-PBF 是一层非常薄(约 20 μm 至 50 μm)的金属粉末。
LB-PBF制造的零件质量受激光输出、扫描速度、光束直径、粉末层厚度和激光照射间隔等条件的影响很大。同样重要的是激光到达粉末并被吸收的程度,这些条件极大地影响钨零件的光洁度。与 DED 和 EB-PBF 相比,LB-PBF 的光束直径更小,这导致温度梯度增大,同时冷却速率更快。因此,由于温度梯度,更容易产生裂纹。
此外,当用激光熔化粉末时,粉末可能会分散或周围的粉末可能会移动。这就是飞溅(激光熔化粉末时熔融金属和粉末飞散的现象)。
2。 EB-PBF(电子束粉末床法)
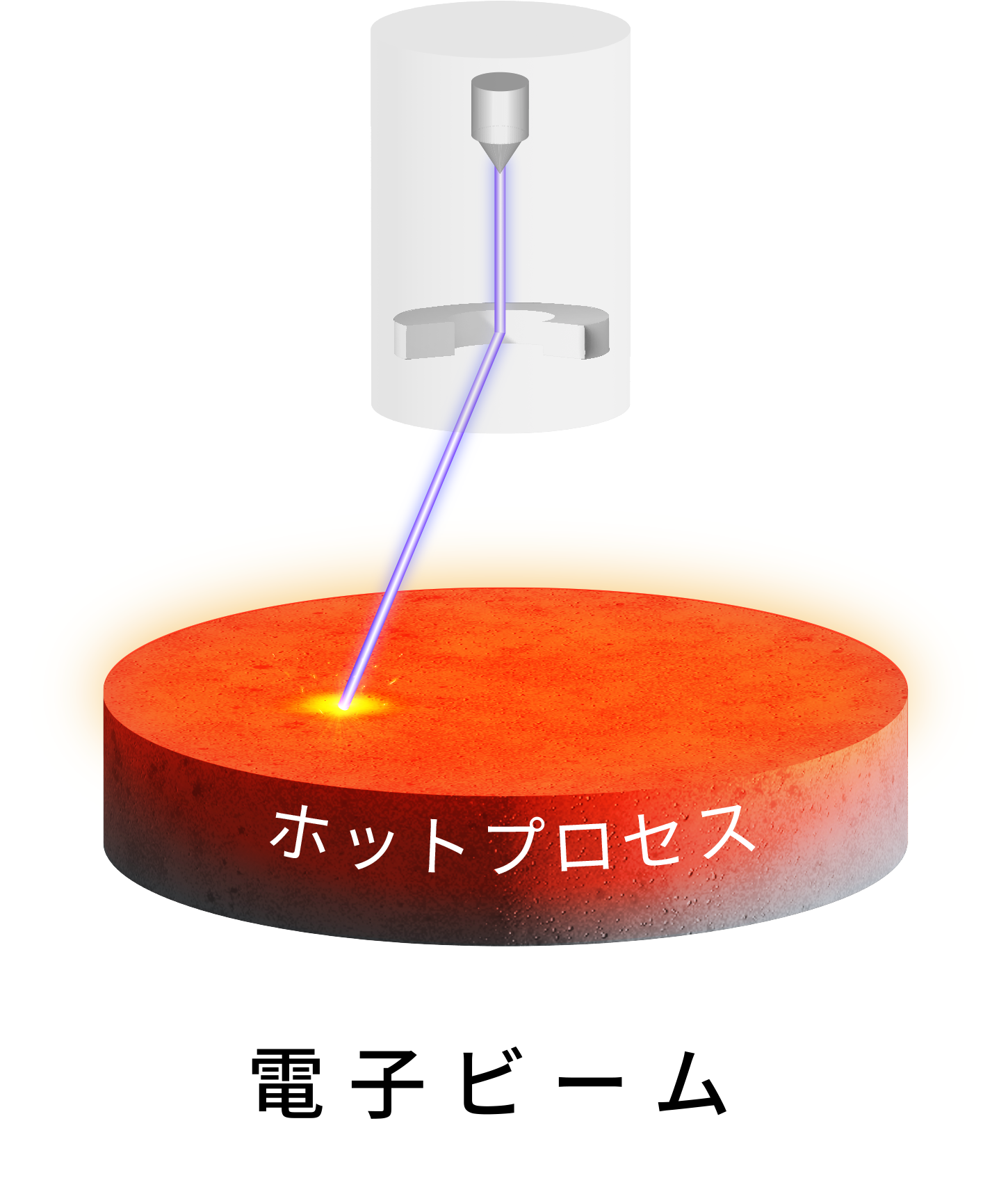
EB-PBF是一种天游线路检测中心电子束代替激光逐层熔化粉末的方法,并且在真空中进行,以确保高能电子束的稳定照射。在 EB-PBF 中,材料在打印过程中被加热到高温。
与LB-PBF相比,用EB-PBF制成的零件具有较低的热应力,并且通过在整个粉末中移动电子束,可以实现局部热管理,从而更容易控制微观结构。因此,有利于稳定显微组织和抑制裂纹。然而,对于钨等超高熔点材料来说,建模时必须具备耐热设计以承受1000°C以上的高温环境,并设计光束扫描来抑制热裂纹,因此并非所有EB-PBF机器都能轻松生产出无裂纹的模型。
为了解决这些问题,JEOL 的电子束金属 3D 打印机能够通过结合能够承受高温环境的独特耐热设计和防止钨热裂的光束扫描控制来制造纯钨零件。此外,JEOL是目前唯一一家成功制造大型钨零件且不产生裂纹的公司。
5。总结
钨具有高熔点和高强度,是核聚变反应堆、航空航天、医学等广泛领域的重要材料,但用常规加工方法制造复杂形状一直很困难。天游线路检测中心3D打印机的增材制造克服了这一限制,并大大扩展了设计自由度。
另一方面,LB-PBF 由于快速冷却和致密化不足而存在裂纹问题。相比之下,EB-PBF(电子束粉末床法)
未来,通过根据应用和质量保证技术的发展选择最佳工艺,钨3D打印的普及将进一步加速。
相关产品

6。参考文献
李 H、沉 Y、吴 X、王 D 和杨 Y (2024)。钨激光粉末床熔融的进展,
Howard, L、Parker, GD 和 Yu, X-Y。 (2024)。增材制造的进展与挑战
天游线路检测中心有限公司
自 1949 年成立以来,JEOL 一直致力于开发尖端科学和测量设备、工业设备和医疗设备。如今,我们的许多产品在世界各地天游线路检测中心,我们被视为一家真正的全球化公司。我们的目标是成为“支持世界科学技术的顶尖公司”,并准确响应客户日益复杂和多样化的需求。